Explore our premium core inventory, engineered for structural load capacity, modular adaptability, and commercial store longevity.







In the highly competitive global retail landscape, the physical layout and structural integrity of a hypermarket shelving system are critical determinants of profitability, supply chain velocity, and customer safety. Hypermarkets are no longer just retail outlets; they function as hybrid brick-and-mortar storefronts and localized micro-fulfillment hubs. This transformation requires shelving solutions that transition seamlessly from aesthetic consumer displays to high-capacity industrial warehouse racks.
Nanjing Ciho Racks Co., Ltd. presents this comprehensive whitepaper for supply chain executives, store developers, procurement officers, and warehouse operations managers. We analyze critical material specifications, design configurations, safety guidelines, and manufacturing processes required to source high-performance shelving systems from global manufacturing centers.
Analyzing key micro and macro shifts driving engineering developments in commercial shelving.
Micro-fulfillment networks now operate directly inside hypermarket layouts. Modern shelving systems must handle high-velocity order pickers alongside retail customers, requiring reinforced vertical uprights and multi-tiered mezzanine expansions for double-sided pick lines.
Global regulations pressure retailers to source low-emission, non-toxic materials. Leading manufacturers utilize high-durability epoxy powder coatings that release zero VOCs during manufacturing, and recycled steel alloys that maintain structural integrity.
Labor shortages and rising operational costs require modular shelving assemblies. Boltless configurations, adjustable bracket layouts, and click-lock upright units reduce store setup times by up to 45%, providing significant cost savings during store rollouts.
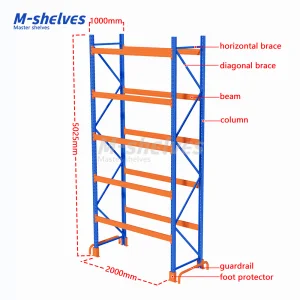
To safely carry heavy retail inventories, hypermarket shelving systems must meet strict structural standards. At Nanjing Ciho Racks Co., Ltd., we use finite element analysis (FEA) to verify the loading capacity and deflection limits of our gondola steel systems under dynamic loads.
The core performance of any shelving unit depends on its raw material. Low-cost steel options lack the yield strength needed for high-bay storage. We exclusively use certified cold-rolled steel, primarily Q235B and Q355B grades. These materials balance tensile strength and ductility, allowing our profiles to resist deformation even under maximum stress load limits.
Our engineering team adheres to European standard EN 15512 and FEM 10.2.02 for commercial storage. These standards dictate structural tolerances, deflection indexes, and seismic safety guidelines. Every heavy-duty pallet rack and double-sided gondola system is calculated with a safety factor of 1.5 to 2.0. This protects operators and customers against accidental overloading or mechanical collisions from forklifts or shopping carts.
| Shelving Category | Steel Grade | Avg. Load Capacity per Level | Target Application |
|---|---|---|---|
| Light-Duty Gondola | Q195 / Q235 | 50 - 100 kg | FMCG, Cosmetics, Bakery Display |
| Medium-Duty Hypermarket | Q235B | 150 - 300 kg | Canned Goods, Beverages, Hardware |
| Heavy-Duty Integrated Racks | Q355B | 500 - 1500 kg | Bulk Warehouse Club, Palletized Goods |
How Nanjing Ciho Racks leverages automation to deliver high-quality, high-capacity, and cost-effective shelving systems globally.
In global procurement, supply chain resilience is critical. Disruptions in shipping timelines, fluctuating raw material costs, and manufacturing delays can impact project schedules. At Nanjing Ciho Racks, we address these challenges through automated production technology, strict quality control, and strategic logistics planning.
Our Factory 4.0 integration includes robot welding machines, automated powder-coating lines, and CNC stretch forming machines. By automating these production steps, we minimize manual errors, improve product uniformity, and keep lead times stable during high-demand retail cycles.











Different regions and markets have unique requirements for storage footprint, aesthetic styles, and safety standards. Our engineering team designs products customized for specific regional environments:
North American hypermarkets often combine retail floors with overhead storage. We design customized mezzanine systems and heavy-duty industrial pallet racking configurations to support high-capacity, multi-level layouts. These setups feature integrated wire mesh decking and robust column protectors to withstand forklift impact in high-volume environments.
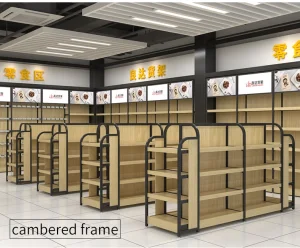
European clients often prioritize structural versatility, clean designs, and optimized footprint configurations. Our slim, wooden-iron hybrid gondola shelving systems fit closely within compact urban floor layouts. These configurations offer high load capacities while maintaining aesthetic appeal, meeting local retail presentation standards.
In tropical and high-humidity climates, corrosion resistance is critical. We use an advanced, multi-stage pretreatment wash followed by hot-cured powder coating. This process forms a protective barrier over all steel components, preventing rust and ensuring a long product lifespan.
Nanjing Ciho Racks Co., Ltd. is a professional manufacturer and supplier specializing in warehouse storage systems and industrial racking solutions. With years of experience in the material handling industry, we are committed to providing efficient, durable, and cost-effective storage solutions for customers worldwide.
Our product range includes selective pallet racks, drive-in racks, cantilever racks, mezzanine systems, longspan shelving, steel platforms, carton flow racks, and customized warehouse storage solutions. Designed for maximum space utilization and operational efficiency, our products are widely used in logistics centers, manufacturing facilities, distribution warehouses, e-commerce fulfillment centers, and retail storage applications.
At Ciho Racks, quality is our top priority. From product design and raw material selection to manufacturing and final inspection, every step is carried out under strict quality control standards to ensure reliability, safety, and long service life. Our experienced engineering team works closely with customers to develop tailored storage solutions that meet specific warehouse requirements.
Driven by innovation, customer satisfaction, and continuous improvement, we have established long-term partnerships with clients across Europe, North America, Southeast Asia, the Middle East, and many other regions.
Nanjing Ciho Racks Co., Ltd. is dedicated to delivering high-quality products, competitive pricing, on-time delivery, and professional technical support. We look forward to becoming your trusted partner for warehouse storage and logistics solutions.
To optimize global logistics operations and retail footprints by manufacturing the safest, most durable, and highly adaptive shelving systems available on the market.
Answers to common technical, design, and purchasing questions from retail developers and procurement officers.
Explore our industrial-grade warehouse racking and display products designed to support large-scale storage requirements.